Vacuum Thermoforming of Plastic Tactile Aids Saves a Considerable Amount of 3D Printing Work

We have recently acquired a new machine for our workshop, which expands the possibilities of creating tactile aids for the visually impaired – a vacuum thermoforming machine. Combined with 3D printing, it helps us to produce tactile aids mo
re efficiently, not only in science education but also in other leisure or educational activities.
Vacuum Thermoforming of Plastics
Vacuum forming is one from many plastic-processing technologies – along with compression molding, injection molding, extrusion molding, casting, rolling, foam molding, lamination, bending, machining, plastic welding, sintering and more[PS1] , It is commonly used for the production of plastic cups, packaging, toys, various car parts etc. Vacuum-formed plastics can be nowadays found far and wide.
The desired shape of the product is achieved by heating a thin (mostly plastic) film (or sheet) to soft and then pulling it over the mould. The vacuum sucks the foil into the mould and once it has cooled down the mould is separated from the foil.
Vaquform DT2
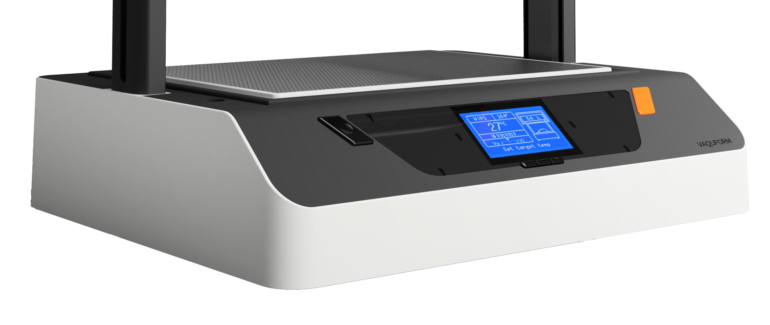
Vaquform DT2 has the weight of 10 kilograms and it is operating with 100 V to 240 V AC power. It is a manually operated thermoforming machine that can be used to create molded parts according to a pattern. With its compact dimensions (length 400 mm, width 335 mm, height 405 mm) it is well suited for use in a normal office, home or small workshop environment. The preset functions and sensors allow relatively easy and intuitive visual control (Note: We will discuss the accessibility of the Vaquform DT2 in another article).
The Vaquform DT2 has four noticeable parts – the lower and upper parts are block-shaped (lower 400 x 290 x 60 mm, upper 400 x 350 x 100 mm). these blocks are connected by columns on each side, between which the frame in which the placed film can slide up and down by means of a handlebar:
- Bottom section: It is the primary load-bearing part, which is directly laid on the table. It contains not only the digital display and control buttons, but also a perforated work surface for air extraction – right inside the bottom section you can find the suction system. The work surface is used for placing a mould according to which the heated foil is shaped.
- The middle section: Attached to the lower part – on the right and left side – there are supporting columns with sliders on which the film attached in the frame moves.
- Top section: The upper part attached to the columns contains a heating element that heats the foil.
- Handlebar: It is used to move the frame up or down. The foil is attached to the frame. If I want to attach a new foil to the frame, the frame must be down above the work surface. Before starting to heat the foil, the frame must be moved up under the heating element with the handlebar. After the mould is placed on the work surface, the foil is heated to the appropriate forming temperature, then the frame with the heated foil is moved to the bottom using the handlebar – this way the melted foil is pressed into the mould and the air suction sucks the foil in.

The ceramic body is able to heat the plastic film in a few minutes. In comparison to the commonly used time determination of sufficient sheet heating (and therefore readiness for forming), the Vaquform DT2 uses multiple measurements by means of an infrared sensor and reactive modulation of the heating element power to ensure that forming is as accurate as possible.
The Vaquform DT2 is capable of forming plastic sheets from 0.20 mm to 3.00 mm thick and other sides of 330 x 250 mm. It can shape objects up to the height of 200 mm . However, it should be noted that of the stated dimensions of 330 x 250 mm for the final product, the edges (20 mm on each side), which are held in the frame during forming, are not used. The intake area itself has dimensions of 270 x 190 mm. Therefore, the actual size of the formed object may have maximum plan dimensions of approximately 270 x 190 mm and a height of 200 mm – however, the actual maximum dimensions will depend on the overall shape we wish to obtain.
The machine is equipped with two vacuum units. The first one is used to quickly suck out the air, the second one to create a more thorough vacuum.
Presets are available for specific heating strategies. Material and thickness can be easily selected in the control interface. The machine then sets the process parameters itself. It currently supports the following materials [1]:
- HIPS (High-Impact Polystyrene): forming temperature 160 °C, for general use, inexpensive, used in the food industry (always consider). Easy to use with Vaquform.
- ABS (Acrylontrile Butadiene Styrene): forming temperature 170 °C, very similar to HIPS but harder, more expensive.
- PVC (Polyvinyl Chloride): forming temperature 170 °C, occurs as rigid or flexible. Rigid: cheaper alternative to PETG, less transparent, not suitable for food purposes. Flexible: PVC with plasticizer, not safe for food use.
- PETG (Glycolized Polyethylene Terepthalate): forming temperature 150 °C, heavier, suitable for food use, high transparency option, easy to use with Vaquform.
- PMMA (Polymethyl Methacrylate, Acrylic, Perspex, Lucite, Plexiglas): forming temperature 175 °C, highly rigid and transparent but fragile; less easy to use with Vaquform.
- PC (Polycarbonate): forming temperature 190 °C, similar to PETG but more rigid and better impact resistance, generally safe for food purposes (always consider).
- PE (Polyethylene): forming temperature 150 °C, chemically resistant, safe for food purposes (always consider), very low coefficient of friction; less usable by Vaquoform.
- PP (Polypropylene): forming temperature 175 °C, similar to PE but harder and prone to tearing.
- EVA (Ethylene Vinyl Acetate): forming temperature 70 °C, suitable for moulds sensitive to higher temperatures, easy to cut by hand, very light.
- Kydex (Acrylic+Polyvinyl Chloride): forming temperature 180 °C, similar to ABS and HIPS but harder.
Other materials (including various exotic composites or compostable bioplastics) are expected to be supported with new firmware versions.
The Mould (Template) Can Be Created by 3D Printing
For vacuum forming, the quality of the mould itself is very important. It can be created in many ways – I personally make the mould using 3D printing, but other methods of production can also be used. Regardless of the method of making the mould, it is important to think about the design [1] and the material [1] used.
Material
The material must be able to hold its shape. If the mould is to be used several times, it must hold its shape throughout the use – it should not deform before a predetermined number of cycles. It is therefore important that it can withstand the temperature to which the foils are heated. The material should not adhere too closely to the foil – because we need to separate the foil from the mould easily.
I usually use HIPS foil with a forming temperature of 160 °C. This means that, according to the above statement, the mould should not be made of a material that deforms at 160 °C. I have tried a mold made of PLA a couple of times, which has a melting temperature of approximately 150 to 160 °C and a glass transition temperature of 57 °C. Significant deformations due to heat do not happen instantaneously but continuously. During the vacuum forming process there is usually a relatively rapid cooling, i.e. there are not significant enough changes in physical properties to cause the PLA mould to deform appreciably in the first use. My mould only started to deform slightly during the second use. If I want to make multiple copies of the aids, it is advisable that I use a more temperature resistant material than PLA to create the mould.
Design
The design of the mould has an impact on how well the mould can be separated from the moulding, but also how well all the necessary details are transfered. It is therefore advisable to:
- Think about the various protrusions, cavities, overhangs that could hinder the separation of the moulding from the mould.
- In order to prevent air trapping between the mould and the foil, the mould should be provided with holes through which air can flow. Vents of approximately 1 mm in diameter should be placed in corners and hollows. I also create air vents in the case of larger flat surfaces.
- Vertical surfaces should be inclined at least 3°. I do not usually follow this recommendation and I have not encountered any difficulties in separating the mould from the moulding.
How Much Does It Cost?
The approximate price of the Vaquform DT2 on the Czech market is 33 640 CZK.
Examples of approximate foil prices [2]:
- 40 sheets of Vaquform HIPS 0,5 mm: 1 077 CZK.
- 20 sheets of Vaquform HIPS 1 mm: 1 077 CZK.
- 7 sheets Metzoplast HIPS 3 mm: 835 CZK.
- 7 sheets of Nude PETG 3 mm: 750 CZK.
- 24 sheets Vaquform PETG 0,75 mm: 1 440 CZK.
- 35 sheets Vaquform PETG 0,5 mm: 1 634 CZK.
- 20 sheets Vaquform ABS 1 mm: 750 CZK.
- 10 sheets Vaquform ABS 2 mm: 750 CZK.
Conclusion
The Vaquform DT2 is a good tool for creating tactile aids by vacuum thermoforming of plastics – not only in the natural science, but also in education and leisure activities for people with visual impairments. 3D printing makes it possible to create a template – a mould – according to which the Vaquform DT2 creates the aid.
The production of an aid using 3D printing sometimes takes hours to tens of hours of 3D printing for each piece. If the same tactile aid is created multiple times using only 3D printing, hours to tens of hours (as a result, hundreds of hours or more) of 3D printing must be taken in consideration.
We are able to print a tactile aid in a matter of minutes using Vaquform. If we involve Vaquform in the production, we only need to 3D print the mould and then reproduce the product by vacuum thermoforming – thus saving tens or hundreds of hours of 3D printing.
Supporters
The following entities support the creation of tactile aids:
- Teiresiás – Masaryk University’s centre providing help to students with specific needs,
- Svetluska – the Czech Radio Foundation and the partner Kaufland Fund,
- Expert Group for Barrier-Free Astronomy and Cosmonautics of the Czech Astronomical Society,
ant it is an output of the project Inclusive Education: ensuring the participation of people with disabilities in non-formal adult education (IEDA), in which the Teiresias Centre of Masaryk University participates.
Sources
Sources used:
[1] Vaquform Manual. Vaquform, Inc. [online]. Poslední změna: 5. 8. 2020 [cit. 1. 11. 2021]. Dostupné z https://drive.google.com/. Path: https://drive.google.com/file/d/15cWVJ_akgw7CH6sa-O1bNs_7mqTmNweU/view?usp=sharing
[2] Vaquform DT2 – rapid.builders. rapid.builders | Mirage PRG s.r.o. [online], [cit. 1. 11. 2021]. Dostupné z https://www.rapid.builders/. Path: https://www.rapid.builders/cs/vaquform-dt2/
Other links: